
Industrial Custom Titanium Anode Plate (DSA): High-Performance MMO & Platinized Coating Solutions for Enhanced Electrolytic Efficiency
In modern industrial electrochemistry, the anode is often called the “heart” of the reaction. Whether in highly acidic electroplating baths or large-scale wastewater treatment systems, the choice of electrode material directly determines operational costs and output quality. As experts in electrochemical materials, our Dimensionally Stable Anodes (DSA) are designed to solve the common pain points of traditional graphite and lead anodes, such as short lifespan, high energy consumption, and electrolyte contamination.
1. Why Choose Platinum Coating?
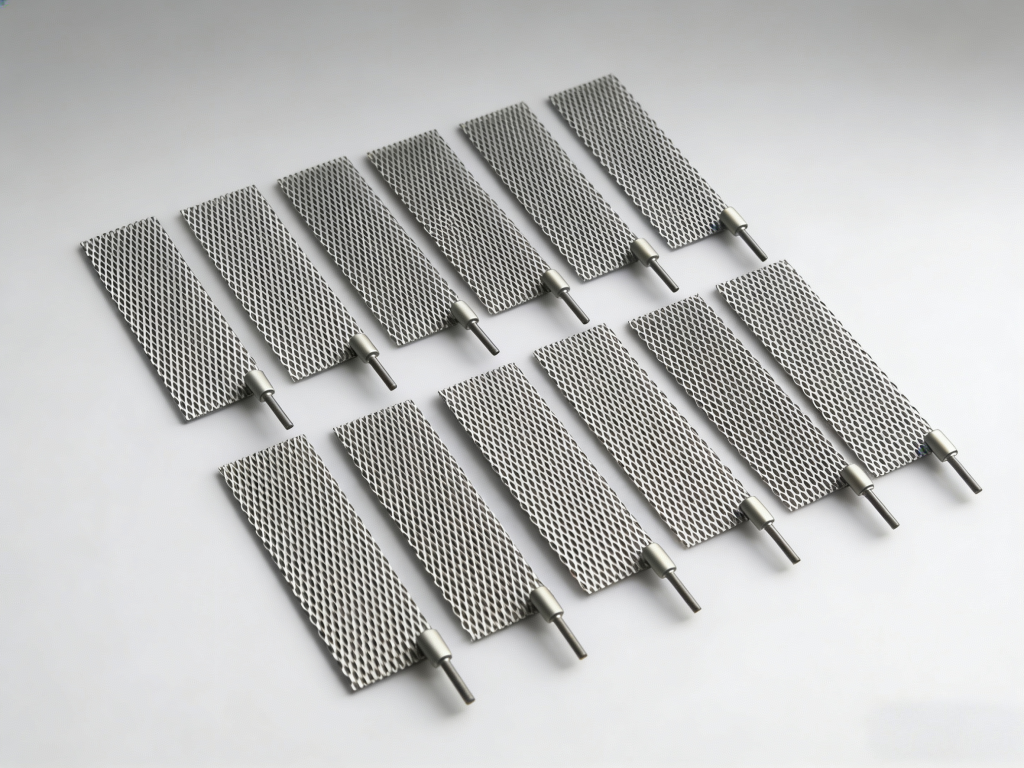
Platinized Titanium Anodes consist of an industrial pure titanium substrate (GR1/GR2) covered with a thin layer of pure platinum (0.5μm – 5μm) using PVD (Physical Vapor Deposition), electroplating, or thermal decomposition processes.
Supreme Catalytic Activity: Platinum provides extremely low overpotential, making it the core driver for efficient charge transfer.
Valve Metal Protection: The titanium substrate forms a dense passive film under anodic oxidation, effectively protecting the internal structure from electrolyte corrosion.
Cost-Effectiveness: Achieve the electrochemical performance of pure platinum at a fraction of the cost by utilizing micron-level coatings.
2. Technical Specifications
| Item | Specification |
| Substrate Purity | ≥ 99.6% (Industrial Pure Titanium GR1/GR2) |
| Coating Thickness | 0.5 – 5 μm (Customizable based on lifespan requirements) |
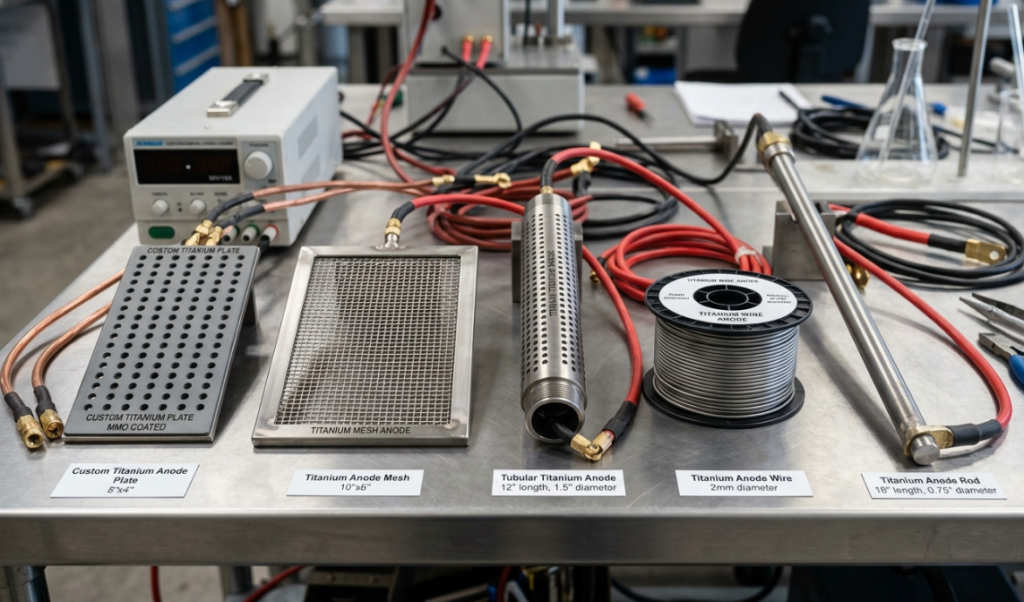
| Shapes/Forms | Plate, Mesh, Tubular, Wire, Rod |
| Operating Environment | Acidic, Alkaline, and Saline solutions; High-salt environments |
Deep Selection Guide: MMO Coating Systems
Based on years of R&D and field experience, we understand that there is no “one-size-fits-all” coating. We provide tailored systems for different electrolyte environments:
Chlorine Evolution Type (Ru-Ir Series):
Applications: Chlor-alkali industry, Sodium Hypochlorite generators, seawater electrolysis.
Insight: RuO2 is an optimal catalyst for chlorine evolution. We enhance stability under high current density by adding elements like Sn and Ti to form a multi-component coating.
Oxygen Evolution Type (Ir-Ta Series):
Applications: Electrolytic copper foil, Aluminum foil formation, acidic electroplating.
Technical Detail: Ir-Ta is the most stable coating for acidic systems. Our proprietary process prevents IrO2 peeling, significantly extending electrode life in strong acids.
Lead Dioxide (PbO2):
Applications: Hydrometallurgy, high COD wastewater treatment.
Feature: Boasts metal-like conductivity and powerful oxidizing ability, making it the first choice for degrading organic pollutants.

Core Advantages: 8 Dimensions of Excellence
Dimensional Stability: The electrode spacing remains constant during electrolysis, ensuring stable cell voltage.
Low Power Consumption: Reduces DC electricity consumption by 10%-20%, directly cutting production costs.
Extended Lifespan: Can last over 6 years in the chlor-alkali industry—several times longer than graphite electrodes.
Zero Contamination: Eliminates pollution caused by the dissolution of graphite or lead anodes.
High Current Density: Supports high-intensity production tasks to increase output.
Substrate Recyclability: Once the coating fails, the titanium substrate can be recoated after pickling and sandblasting, reducing long-term investment.
Precision Customization: Easy to process into complex shapes to fit various equipment.
Professional Repair Services: We offer removal of failed coatings (via molten salt or acid boiling methods) and regeneration/recoating.
Case Study: The Economics of Recoating
Background: A large electrolysis plant suffered from rising cell voltage due to anode deactivation.
Solution: We used the Acid Boiling Method to remove the failed coating and redesigned the catalytic formula based on their specific electrolyte environment.
Result: The electrochemical stability was fully restored. The cost of recoating was significantly lower than purchasing new plates, and the plant avoided massive energy losses from high voltage operation.
FAQ: Frequently Asked Questions
Q1: Can I still use the plate if the coating starts peeling? A: Titanium is a “valve” metal. When the coating peels, the exposed titanium passivates and stops conducting. While it won’t corrode, the efficiency will drop. We recommend recoating immediately to save on procurement costs by reusing the substrate.
Q2: How do I determine the right coating thickness? A: Thickness (0.5μm to 5μm) depends on your expected lifespan. For precious metal plating or household water ionizers, a thin coating is sufficient. For heavy industrial electrolysis, a thicker coating is recommended to handle high current wear.
Q3: How does the anode perform in acidic environments? A: For acidic systems, we specifically recommend the Ir-Ta (Iridium-Tantalum) coating. it exhibits excellent stability and high oxygen evolution activity in solutions like sulfuric acid.

Ti Time: Global Excellence in Refractory Metals & Custom Anodes
Based on a foundation of quality and innovation, Ti Time is a leading global supplier of titanium alloys and advanced composite materials. Our extensive product range—including plates, tubes, wires, capillary tubes, and forgings—meets the rigorous demands of the aerospace, medical, and chemical industries.
As a specialist in electrochemical applications, we offer the Custom Titanium Anode Plate tailored to your specific electrolyte conditions, ensuring maximum efficiency and durability. All operations are conducted under a strict ISO9001 quality system, ensuring every shipment to our partners in Europe, North America, and Asia meets international MIL and DIN specifications. At Ti Time, we combine high-quality manufacturing with a customer-first approach.