
TiTime stands at the forefront of advanced electrolyzer component manufacturing, with a proven track record in delivering high-performance bipolar plates for PEM, alkaline (AEL), and now anion exchange membrane (AEM) systems. Our AEM bipolar plates leverage cutting-edge materials science and precision fabrication to bridge the gap between AEL’s cost-effectiveness and PEM’s efficiency, enabling scalable green hydrogen production at current densities exceeding 2 A/cm² without precious metals. As of November 2025, TiTime’s AEM solutions power over 150 MW of deployed capacity globally, partnering with leading integrators like Enapter and emerging AEM innovators to achieve system efficiencies >75% LHV and lifetimes surpassing 10,000 hours.
AEM Technology Advantages and Bipolar Plate Role
AEM electrolysis represents a disruptive evolution in water splitting, operating in alkaline conditions (e.g., 0.1–1 M KOH) without the need for scarce iridium catalysts or expensive fluorinated membranes. Key benefits include:
- Cost Leadership: Non-PGM catalysts (e.g., Ni-Fe LDH for OER, Ni-Mo for HER) reduce CAPEX by 40–60% vs. PEM.
- High Flexibility: 0–100% load ramping with <1-minute response, ideal for renewable integration.
- Scalability: Stacks up to 2 MW (e.g., Gen-Hy systems), with SEC as low as 4.2 kWh/Nm³ H₂.
- Durability Focus: Recent advancements in OH⁻-conductive membranes (e.g., Aemion+®, PiperION) enable 8,900+ hours of stable operation.
Typical AEM Stack Architecture (Outer to Inner)
- End Plates — High-strength stainless steel or aluminum for uniform compression (torque: 7–70 Nm).
- Insulation & Seals — PTFE or Viton gaskets (0.25 mm thick) for electrical isolation and H₂/O₂ crossover prevention.
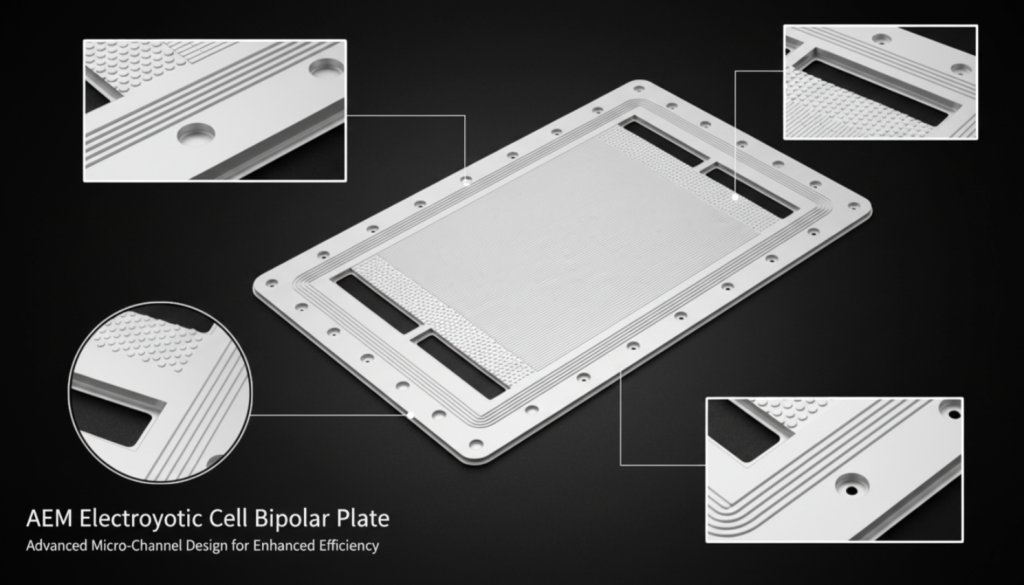
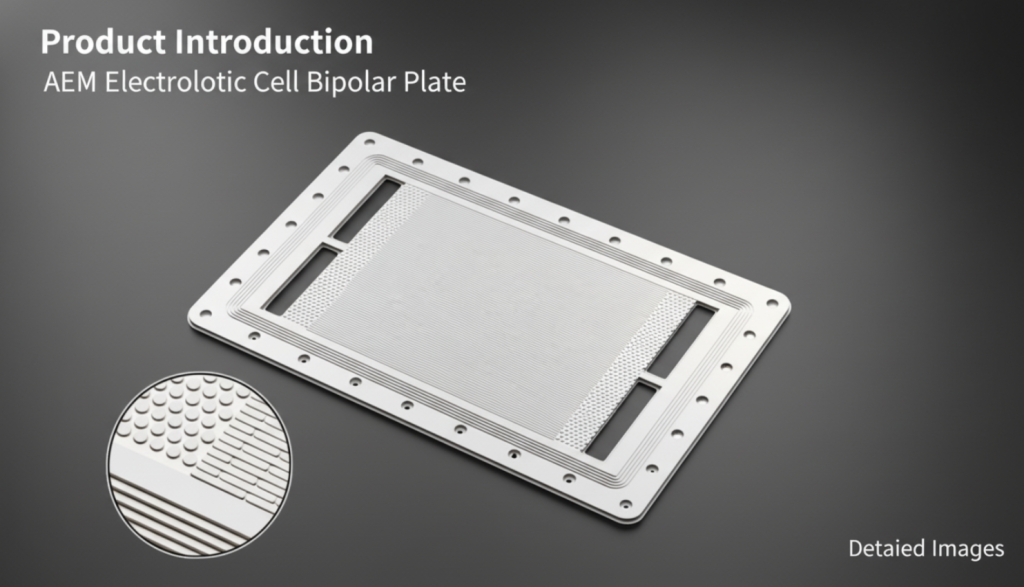
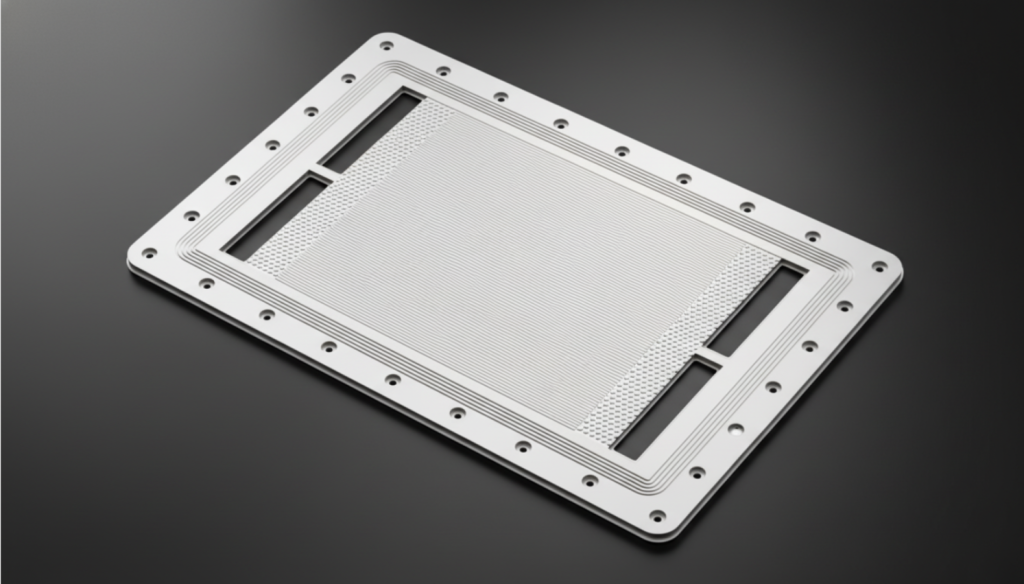
- Bipolar Plates (BPP) — TiTime flagship: 316L stainless steel or Ti-6Al-4V base (0.5–1 mm thick, 100–300 mm width), with serpentine/laser-etched flow fields (channel width: 0.2–1 mm, depth: 1–1.18 mm). Coated with Ti/Ni-P/carbon gradients for <3 mΩ·cm² contact resistance.
- Gas Diffusion Layers (GDL/PTL) — Nickel foam or carbon cloth (anode/cathode), ensuring low overpotentials (e.g., 183 mV OER at 10 mA/cm²).
- Membrane Electrode Assembly (MEA) — FAA-3-50 or Sustainion® membrane (50–85 µm thick) with Ni-based catalysts (1.2–1.4 mg/cm² loading), achieving <1.9 V/cell at 1 A/cm².
- Symmetric Repeat Stacking — 50–200 cells for 10–200 kW modules, pressurized to 35 bar H₂ output.
TiTime AEM Bipolar Plate Core Performance (2025 Validated Data)
- Electrical Conductivity: Intrinsic ≥1 × 10⁶ S/m; post-coating decay ≤10%, enabling 2–3 A/cm² at <2 V/cell (vs. industry 1–2 A/cm² PGM-free).
- Corrosion Resistance: <0.05 mm/year in 80% KOH at 90°C (ASTM G61 accelerated testing); Ti/Ni coatings prevent Cr/Ni leaching, with <0.014% degradation over 100 hours at 500 mA/cm².
- Mechanical Integrity: Compressive strength >300 MPa; zero-gap design withstands 5–10 N compression without warping.
- Flow & Thermal Management: CFD-optimized channels reduce pressure drop by 25% (1–5 mL/min flow), maintaining <5°C gradient across stacks.
- Lifespan: 5,000–10,000 hours (negligible voltage creep per EIS monitoring), exceeding TRL benchmarks for commercial AEM (e.g., Hyter’s 8,000 hours).
TiTime Proprietary Manufacturing Workflow
Drawing from semiconductor-grade precision and NREL-validated processes, our 10-step workflow ensures scalability and defect rates <0.1%:
- Raw Material Prep — ASTM-certified 316L/Ti coils inspected for composition and defects.
- Blanking/Stamping — Laser or 10,000-ton press for ±50 µm tolerance blanks.
- Surface Pretreatment — Acid etching + ultrasonic cleaning (Ra ≤0.2 µm); optional sandblasting for adhesion.
- Cleaning & Drying — DI water rinse + N₂ blow-dry to eliminate contaminants.
- Coating Deposition — PVD for Ti/Ni (5–3 µm thick, uniformity ±5%) or electrochemical Ni-P/carbon spray.
- Photolithography/Masking — Photoresist spin-coating + laser direct-write for channel patterning.
- Development & Etching — Alkaline developer + wet chemical etch (FeCl₃/HCl) for 0.2 mm micro-channels.
- Resist Stripping — Plasma/chemical removal for pristine surfaces.
- QC Testing — Laser scanning (±5% dimensional), 4-point probe resistivity (<0.1 mΩ·cm²), and 500-hour corrosion immersion.
- Packaging — ESD-safe, humidity-controlled for global shipment.
Our automated lines support roll-to-roll scaling, targeting 500 MW/year by 2026.
Material & Process Selection Guide
| Scenario | Recommended Substrate | Optimal Coating | Key Process |
|---|---|---|---|
| High-Power (>1 MW) Stacks | Ti-6Al-4V | TiO₂/NiN Dual-Layer | Laser Micropore + PVD |
| Commercial 10–200 kW Modules | 316L Stainless Steel | Ni-P/Carbon Composite | Stamping + Chemical Etch |
| Cost-Sensitive ≤50 kW Prototypes | 304 Stainless Steel | Single Ni Plating | Laser Etch + Electroplating |
| High-Temp/Alkaline (>90°C, 30% KOH) | Inconel 625 | TiN/Carbon Hybrid | Vacuum Evaporation + Laser |
Why Choose TiTime for AEM Bipolar Plates?
- Proven Scale: >150 MW deployed in 2025 pilots, with 3–5% efficiency gains and 20% LCOH reduction (0.10–0.20 RMB/kg H₂).
- Innovation Leadership: In-house R&D on HEO/HEA catalyst integration, aligning with IDTechEx’s 25% CAGR forecast for AEM components to 2036.
- End-to-End Solutions: Custom MEA/BPP bundles with top membrane suppliers (e.g., FAA, Aemion); 4-week prototyping to GW-ready production.
- Sustainability: 100% recyclable materials, LCA-optimized for <2 kg CO₂-eq/kg H₂ footprint.
TiTime: Empowering the AEM revolution for affordable, durable green hydrogen at GW scale.
Contact: info@titimecn.com Website: www.titimecn.com