Introduction: Low Efficiency or Short Lifespan? You Might Have Picked the Wrong “Heart”
In the world of chlor-alkali electrolysis and sodium hypochlorite generation, the anode is often called the “heart” of the system. Operators frequently face frustrating pain points: plummeting current efficiency, skyrocketing electricity bills, or coating delamination within the first year of operation. Usually, the issue isn’t the electrolyzer itself—it’s a mismatch between the MMO (Mixed Metal Oxide) coating formula and the actual operating conditions. Having spent a decade in the titanium anode industry, our team has seen how optimizing the Ruthenium-Iridium ($Ru-Ir$) ratio can extend equipment maintenance cycles by over 200%.
1. Technical Deep Dive: What is an MMO Titanium Anode for Chlorine Generation?
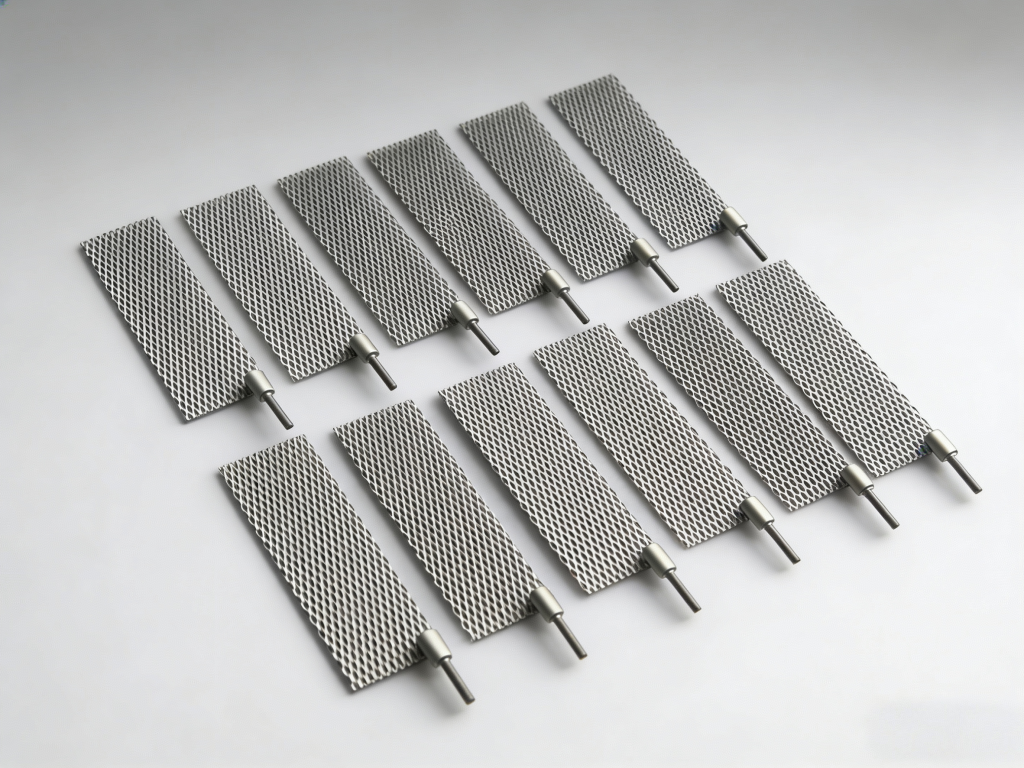
MMO coated titanium anodes are academically known as DSA (Dimensionally Stable Anodes). For chlorine evolution environments, the core technology involves applying a catalytic layer—primarily Ruthenium Dioxide ($RuO_2$)—onto a Gr1 or Gr2 Industrial Pure Titanium substrate through thermal decomposition.
1.1 The Chemistry of Success
At the anode surface, chloride ions ($Cl^-$) lose electrons to become chlorine gas ($Cl_2$). A superior MMO coating must maintain a very low chlorine evolution overpotential.
Ruthenium ($Ru$): The primary catalytic element that determines the initial electrochemical activity.
Iridium ($Ir$): The “shield” that enhances corrosion resistance and slows down ruthenium consumption, significantly extending the anode’s lifespan.
1.2 Key Technical Specifications
Based on our production standards (referenced from ASTM B265), a high-performance chlorine-evolving anode should meet:
Substrate Purity: $\ge 99.6\%$ (ensuring the base metal doesn’t break down under harsh acidic/alkaline conditions).
Accelerated Life Test: Should exceed 100 hours in a $1 \text{ mol/L } H_2SO_4$ solution at a current density of $10,000 \text{ A/m}^2$ (translating to years of real-world use).
Chlorine Evolution Potential: $\le 1.12 \text{ V}$ (vs. SCE).
2. Industry Insights: Why Do Anodes "Quit" Prematurely?
In our years of troubleshooting, we’ve identified three primary reasons for anode failure:
Coating Delamination: Insufficient bonding between the titanium substrate and the coating. We solve this by using a sandblasting + specialized acid etching process to create a “micro-anchor” surface.
Passivation Layer Formation: If the coating is too porous, the electrolyte reaches the titanium base, forming a non-conductive $TiO_2$ layer. This causes the cell voltage to spike uncontrollably.
Wrong Coating Choice: Many users mistakenly use Iridium-Tantalum ($Ir-Ta$) coatings (designed for Oxygen Evolution) in chlorine environments, leading to rapid catalyst poisoning and poor efficiency.
Expert Tip: For seawater desalination or high-salinity brine, we recommend a ternary or quaternary Ru-Ir-Ti modified coating to balance catalytic activity with extreme durability.
3. From the Field: How We Extended Anode Life from 8 Months to 3 Years
Case Study: Optimization for a Large-Scale Sodium Hypochlorite Plant
Last year, a client reported that their premium imported anodes saw a drop in current efficiency to 65% after just 8 months.
Diagnosis: High levels of Calcium and Magnesium ions in their brine caused heavy scaling on the anode surface, leading to localized current overloading and “burning” of the coating.
Our Solution: 1. Increased coating thickness from the standard $2 \mu m$ to a customized $5 \mu m$.
2. Optimized the $Ru/Ir$ ratio and added specific dopants to suppress oxygen evolution.
3. Trained the client on a 5% HCl acid-washing cycle to remove scales without damaging the MMO layer.
Results: As of March 2026, these anodes have been running for 28 months with current efficiency still holding strong at 92%.
4. FAQ: Critical Questions on MMO Titanium Anodes
Q1: Is Ru-Ir coating or Platinized coating better for chlorine generation?
Answer: For Chlorine Evolution, Ru-Ir coatings are far more efficient and cost-effective than Platinum. Platinum is better suited for hydrogen-rich water or high-end electroplating.
Q2: Can the titanium substrate be reused after the coating fails?
Answer: Absolutely. Titanium is a “valve metal”; even if the coating fails, the substrate remains intact due to its natural passivation. We offer recoating services (stripping the old layer via molten salt or acid boiling), which can save you 30% to 50% compared to buying new anodes.
Q3: How do I know when it’s time to replace my anodes?
Answer: Watch for these “Red Flags”:
Voltage Jump: Cell voltage increases by more than 500mV at the same current.
Uneven Gassing: Bubbles are sparse or only coming from specific areas of the plate.
Efficiency Drop: Current efficiency falls below 80%.
Choosing an MMO titanium anode isn’t just about the lowest price—it’s about the “Formula-to-Condition Fit.” As a manufacturer adhering to ASTM standards, we recommend always requesting an accelerated life test report from your supplier.
Need a customized MMO anode solution to boost your chlorine production? Contact our technical team today for a free failure analysis of your current plates and a tailored coating proposal.